ACFM——起重機角焊縫檢測
發布時間:2025-08-20 13:46:05
本次對比實驗對起重機角焊縫進行了ACFM缺陷識別驗證。
對角焊縫磁粉檢測后發現的已知缺陷進行檢測,并對焊縫未打磨未作磁粉檢測部分隔涂層進行檢測。以下是信號圖及現場圖。

圖1 已知焊縫缺陷處
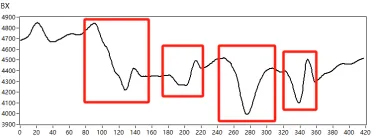
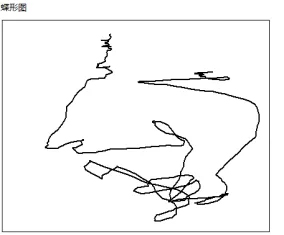
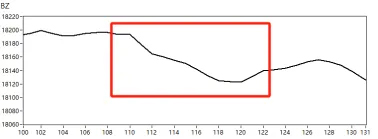
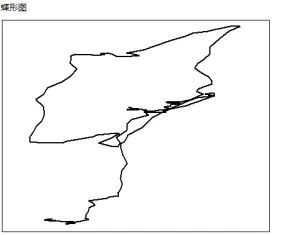
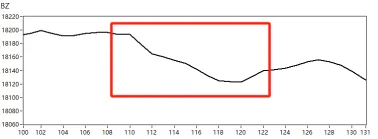
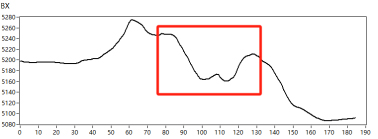
對4處連續缺陷進行掃查,Bx,Bz信號良好能夠清晰分辨缺陷,蝶形圖閉合,缺陷發現較為明顯。

對3處連續缺陷進行掃查,Bx信號,Bz信號能夠清晰分辨缺陷。

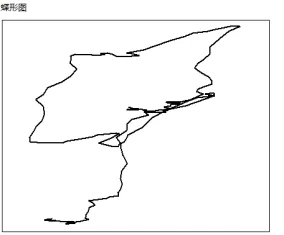
圖2 焊縫未知缺陷處
對角焊縫未打磨部分進行檢測,發現6-2和6-3兩處缺陷。信號圖如下:

6-2處發現一處缺陷Bx信號,Bz信號較好能夠清晰分辨缺陷,蝶形圖閉合。
6-3處發現一處缺陷Bx信號,Bz信號較好能夠清晰分辨缺陷,蝶形圖閉合。
針對起重機角焊縫驗證結果來看,角焊縫現場信號進行分析,有以下原因引起檢測誤區:
(1)結構變化:檢測探頭在角焊縫上進行掃查時,容易受到焊縫余高等結構異形變化的影響,導致信噪比較低,缺陷信號容易被覆蓋。
(2)提離效應變化: 探頭與工件表面的距離(提離)對信號幅值和相位影響顯著。工件表面不平整、涂層厚度不均勻或操作不穩導致的提離變化會引入難以區分的信號變化,干擾缺陷信號的識別。
為針對上述問題點,進行的改進有:
(1)定制探頭:針對角焊縫的結構定制更符合結構及大小的探頭,以用于改進提離效應。

信號降噪:針對性對角焊縫掃查進行降噪,減少結構變化及多缺陷疊加對信號的影響。
上一篇:沒有了