攻克管道安全“心腹大患”—支管角焊縫
攻克管道安全“心腹大患”—支管角焊縫
在工業(yè)生產(chǎn)的血脈網(wǎng)絡(luò)中,管道系統(tǒng)如同人體的血管,支撐著石油、化工、能源等關(guān)鍵行業(yè)的穩(wěn)定運(yùn)行。而支管角焊縫,作為管道與設(shè)備連接的核心節(jié)點(diǎn),卻長(zhǎng)期面臨著“先天結(jié)構(gòu)復(fù)雜、后天易生缺陷”的困境。這些隱藏在焊縫表面的裂紋、氣孔等問(wèn)題,如同潛伏的“定時(shí)炸彈”,隨時(shí)可能因振動(dòng)、壓力波動(dòng)引發(fā)開(kāi)裂失效,造成災(zāi)難性的安全事故。

一、支管角焊縫:工業(yè)管道的“高危薄弱點(diǎn)”
支管角焊縫是壓力容器及管道系統(tǒng)中最常見(jiàn)的連接結(jié)構(gòu),小到傳感器套管,大到主管與支管的銜接,都離不開(kāi)它的身影。與結(jié)構(gòu)規(guī)整的對(duì)接焊縫不同,支管角焊縫的接頭形狀復(fù)雜、坡口角度多變,這不僅給焊接工藝帶來(lái)了極大挑戰(zhàn),更讓后續(xù)的缺陷檢測(cè)成為了行業(yè)難題。

從缺陷危害來(lái)看,支管角焊縫的表面缺陷遠(yuǎn)比內(nèi)部缺陷更為致命。裂紋、未熔合等線性缺陷極易形成應(yīng)力集中區(qū),在管道運(yùn)行過(guò)程中,受介質(zhì)壓力、設(shè)備振動(dòng)、溫度變化等因素影響,這些缺陷會(huì)不斷擴(kuò)展,最終導(dǎo)致焊縫開(kāi)裂、介質(zhì)泄漏。統(tǒng)計(jì)數(shù)據(jù)顯示,在管道失效事故中,超過(guò)40%的故障源于支管角焊縫缺陷,其安全隱患不容小覷。更棘手的是,支管角焊縫的檢測(cè)環(huán)境十分苛刻。在工藝管道密集的設(shè)備區(qū),檢測(cè)空間往往極為狹小,傳統(tǒng)大型檢測(cè)設(shè)備難以施展;同時(shí),焊縫表面凹凸不平、形狀不規(guī)則,進(jìn)一步增加了檢測(cè)難度。長(zhǎng)期以來(lái),行業(yè)內(nèi)亟需一種高效、精準(zhǔn)、適應(yīng)性強(qiáng)的檢測(cè)技術(shù),破解支管角焊縫的檢測(cè)困局。
二、傳統(tǒng)檢測(cè)技術(shù)的“痛點(diǎn)”:為何難以勝任?
在交流電磁場(chǎng)檢測(cè)(ACFM)技術(shù)出現(xiàn)之前,行業(yè)內(nèi)主要依賴超聲檢測(cè)、渦流檢測(cè)、射線檢測(cè)等傳統(tǒng)無(wú)損檢測(cè)方法,但這些技術(shù)在支管角焊縫檢測(cè)中均存在明顯短板。
超聲檢測(cè)(UT)是工業(yè)檢測(cè)中應(yīng)用廣泛的技術(shù),其原理是通過(guò)缺陷反射波識(shí)別內(nèi)部缺陷,但它對(duì)表面缺陷的檢測(cè)靈敏度極低。更關(guān)鍵的是,支管角焊縫的復(fù)雜結(jié)構(gòu)會(huì)導(dǎo)致探頭耦合不良,聲束無(wú)法全面覆蓋焊縫截面,形成大量檢測(cè)盲區(qū),極易造成缺陷漏檢。
渦流檢測(cè)(ET)作為一種非接觸式電磁檢測(cè)技術(shù),通過(guò)線圈阻抗變化識(shí)別缺陷,但它對(duì)“提離效應(yīng)”極為敏感。由于支管角焊縫表面凹凸不平,檢測(cè)過(guò)程中探頭與焊縫表面的距離難以保持穩(wěn)定,會(huì)導(dǎo)致檢測(cè)信號(hào)嚴(yán)重失真,無(wú)法準(zhǔn)確判斷缺陷的真實(shí)情況。
射線檢測(cè)(RT)則利用射線衰減差異成像檢測(cè)缺陷,但該技術(shù)存在諸多局限性:透照方向受結(jié)構(gòu)限制,膠片難以與復(fù)雜形狀的焊縫緊密貼合,容易造成影像畸變;同時(shí),射線檢測(cè)成本高、檢測(cè)周期長(zhǎng),且射線輻射會(huì)對(duì)檢測(cè)人員的身體健康造成損害,無(wú)法滿足現(xiàn)場(chǎng)快速檢測(cè)的需求。
傳統(tǒng)技術(shù)的種種弊端,讓支管角焊縫的表面缺陷檢測(cè)成為了工業(yè)安全領(lǐng)域的“老大難”問(wèn)題。而ACFM技術(shù)的出現(xiàn),憑借其獨(dú)特的技術(shù)優(yōu)勢(shì),為破解這一難題提供了新的可能。
三、ACFM技術(shù):電磁檢測(cè)的“黑科技”原理
交流電磁場(chǎng)檢測(cè)(ACFM)是一種基于電磁感應(yīng)原理的無(wú)損檢測(cè)技術(shù),專為導(dǎo)電金屬的表面及近表面缺陷檢測(cè)而生。與傳統(tǒng)檢測(cè)技術(shù)相比,它具有非接觸測(cè)量、無(wú)需耦合劑、對(duì)提離不敏感等核心優(yōu)勢(shì),堪稱支管角焊縫檢測(cè)的“量身定制”技術(shù)。
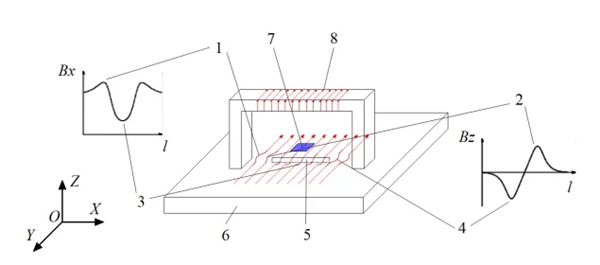
其檢測(cè)原理看似復(fù)雜,實(shí)則邏輯清晰:在檢測(cè)探頭的激勵(lì)線圈中加載特定頻率的正弦交流電,當(dāng)探頭靠近試件表面時(shí),電磁感應(yīng)會(huì)在試件表面產(chǎn)生均勻分布的感應(yīng)電流(也稱“渦流”)。如果試件表面不存在缺陷,感應(yīng)電流會(huì)保持均勻流動(dòng);一旦存在裂紋等缺陷,由于空氣與金屬的電導(dǎo)率差異巨大,感應(yīng)電流會(huì)被迫沿著裂紋的兩端和底部繞過(guò),這一“繞行”行為會(huì)導(dǎo)致缺陷上方的磁場(chǎng)發(fā)生畸變,這種磁場(chǎng)畸變具有明確的特征規(guī)律:沿裂紋長(zhǎng)度方向的磁場(chǎng)分量(Bx)會(huì)出現(xiàn)一個(gè)明顯的波谷,該波谷的位置對(duì)應(yīng)裂紋的最深處,可用于精準(zhǔn)評(píng)估裂紋深度;垂直于試件表面的磁場(chǎng)分量(Bz)則會(huì)出現(xiàn)兩個(gè)正負(fù)交替的波峰,這兩個(gè)波峰分別對(duì)應(yīng)裂紋的兩個(gè)端點(diǎn),是測(cè)量裂紋長(zhǎng)度的關(guān)鍵依據(jù)。正是這種“磁場(chǎng)畸變與缺陷特征一一對(duì)應(yīng)”的特性,讓ACFM技術(shù)能夠?qū)崿F(xiàn)缺陷的定量檢測(cè)。而其非接觸式檢測(cè)的特點(diǎn),完美適配了支管角焊縫表面不平整的結(jié)構(gòu)現(xiàn)狀;無(wú)需耦合劑的優(yōu)勢(shì),則大幅提升了現(xiàn)場(chǎng)檢測(cè)的便捷性,避免了耦合劑涂抹不均對(duì)檢測(cè)結(jié)果的影響。
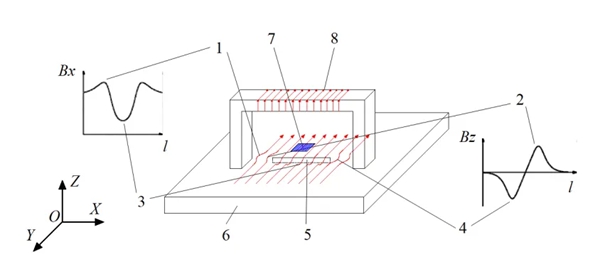
1-電流在裂紋兩端聚集時(shí),Bx出現(xiàn)凸起;2-電流在裂紋尖端順時(shí)針旋轉(zhuǎn)時(shí),Bz出現(xiàn)波峰;3-電流從裂紋底部終過(guò)時(shí),Bx出現(xiàn)波谷;4-電流在裂紋尖端逆時(shí)針旋轉(zhuǎn)時(shí),Bz出現(xiàn)波谷;5-缺陷;6-待檢工件;7-傳感器;8-激勵(lì)線圈。
圖1 ACFM檢測(cè)原理示意圖
四、現(xiàn)場(chǎng)驗(yàn)證:實(shí)戰(zhàn)中彰顯硬實(shí)力
為了驗(yàn)證檢測(cè)系統(tǒng)的實(shí)際性能,檢測(cè)設(shè)備采用國(guó)產(chǎn)LKACFM-X1型交流電磁場(chǎng)檢測(cè)儀,檢測(cè)探頭為專用筆式探頭,由雷莫線與儀器相連,ACFM檢測(cè)儀如圖2所示。以碳鋼支管角焊縫試件為檢測(cè)對(duì)象,開(kāi)展了支管角焊縫驗(yàn)證試驗(yàn)。
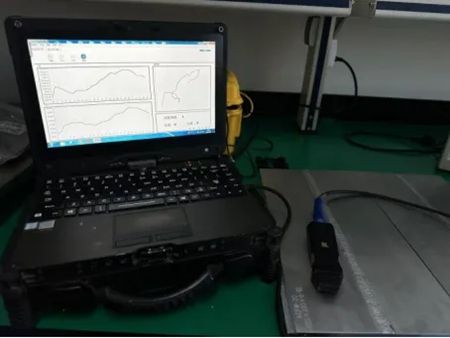
圖2 交流電磁場(chǎng)檢測(cè)儀
我們?cè)谠嚰项A(yù)制了兩個(gè)平行于焊縫的人工裂紋:1#裂紋長(zhǎng)10mm、深3mm;2#裂紋長(zhǎng)5mm、深2mm,兩個(gè)裂紋的寬度均為0.2mm,模擬了實(shí)際工程中常見(jiàn)的表面裂紋缺陷,如圖3所示。
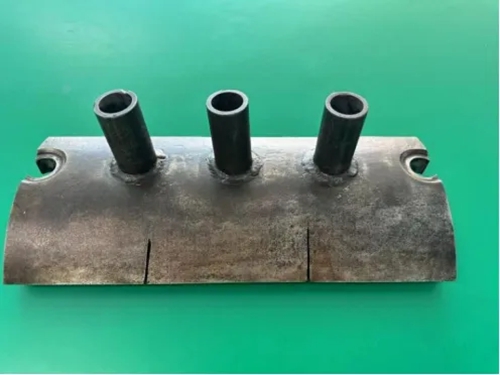
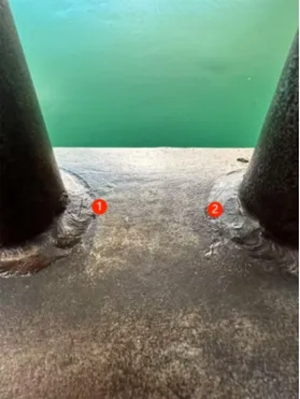
圖3 支管角焊縫試塊
原始采集信號(hào)中雖然存在高頻噪聲和探頭抖動(dòng)帶來(lái)的干擾,但經(jīng)過(guò)平滑濾波算法處理后,噪聲基本被完全消除,信號(hào)曲線變得平滑穩(wěn)定;并且存在裂紋的位置,Bx信號(hào)清晰呈現(xiàn)出波谷特征,Bz信號(hào)則出現(xiàn)了標(biāo)準(zhǔn)的正負(fù)交替波峰,與ACFM檢測(cè)原理完全吻合,缺陷檢測(cè)圖像如4、5所示。
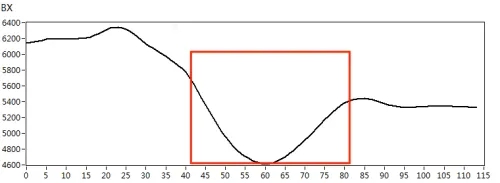
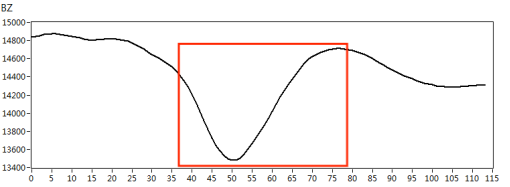
圖4 10mm*3mm缺陷檢測(cè)圖像
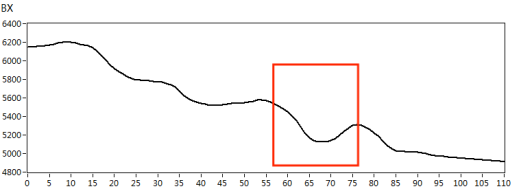
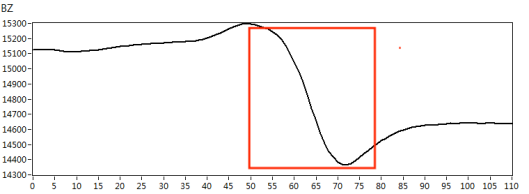
圖5 5mm*2mm缺陷檢測(cè)圖像
五、行業(yè)意義:為工業(yè)安全保駕護(hù)航
從安全層面來(lái)看,系統(tǒng)能夠精準(zhǔn)識(shí)別支管角焊縫的表面裂紋等致命缺陷,及時(shí)發(fā)現(xiàn)潛在安全隱患,避免因焊縫開(kāi)裂引發(fā)的泄漏、爆炸等事故,為管道系統(tǒng)的安全運(yùn)行提供了可靠保障。對(duì)于石油、化工、能源等高危行業(yè)而言,這種“早發(fā)現(xiàn)、早預(yù)警、早處置”的能力,意味著極大的安全效益。
從經(jīng)濟(jì)層面來(lái)看,系統(tǒng)的便攜式設(shè)計(jì)和高效檢測(cè)能力,大幅降低了檢測(cè)成本和停機(jī)時(shí)間。傳統(tǒng)檢測(cè)技術(shù)往往需要長(zhǎng)時(shí)間停機(jī)、搭建復(fù)雜檢測(cè)工裝,而該系統(tǒng)可實(shí)現(xiàn)“即到即檢、檢完即走”,有效減少了因設(shè)備停機(jī)造成的生產(chǎn)損失;同時(shí),其精準(zhǔn)的定量檢測(cè)能力,能避免過(guò)度維修或維修不足,降低了設(shè)備維護(hù)成本。
目前,ACFM技術(shù)已在特種設(shè)備、石油石化、海洋平臺(tái)、軌道交通、核電電力等領(lǐng)域得到廣泛應(yīng)用,如果您所在的單位正面臨支管角焊縫檢測(cè)的難題,不妨關(guān)注這項(xiàng)“黑科技”檢測(cè)系統(tǒng),讓專業(yè)技術(shù)為你的生產(chǎn)安全添磚加瓦!工業(yè)安全,始于精準(zhǔn)檢測(cè),成于精益求精。
-
 ACFM技術(shù)對(duì)小接管檢測(cè)實(shí)驗(yàn)...2025-12-27
ACFM技術(shù)對(duì)小接管檢測(cè)實(shí)驗(yàn)...2025-12-27 -
 核級(jí)不銹鋼小徑管缺陷檢測(cè)-ACFM技術(shù)在民用核能領(lǐng)域的應(yīng)用...2025-12-27
核級(jí)不銹鋼小徑管缺陷檢測(cè)-ACFM技術(shù)在民用核能領(lǐng)域的應(yīng)用...2025-12-27 -
 裝甲車角焊縫表面缺陷檢測(cè)-ACFM技術(shù)在軍工裝備領(lǐng)域的應(yīng)用...2025-12-27
裝甲車角焊縫表面缺陷檢測(cè)-ACFM技術(shù)在軍工裝備領(lǐng)域的應(yīng)用...2025-12-27 -
 交流電磁場(chǎng)檢測(cè)(ACFM-X2)使用說(shuō)明...2025-12-27
交流電磁場(chǎng)檢測(cè)(ACFM-X2)使用說(shuō)明...2025-12-27 -
 別讓檢測(cè)痛點(diǎn)拖垮業(yè)務(wù)!ACFM儀器—無(wú)損檢測(cè)的效率與精度革命...2025-12-27
別讓檢測(cè)痛點(diǎn)拖垮業(yè)務(wù)!ACFM儀器—無(wú)損檢測(cè)的效率與精度革命...2025-12-27
