ACFM技術在特種設備行業的應用 ——管座角焊縫缺陷檢測
檢測背景:
小接管是在煉化裝置設備本體或管道上直接開孔,采用焊接方式連接的DN 50mm及以下的半管接頭、支管座、支管的結構。例如:與容器本體或管道連接的安全附件、儀表(熱電偶、壓力表、液位計和流量計)、排液導淋、蒸汽掃線、排氣閥及跨線等在第一道閥門以內的小直徑管道。目前,小接管廣泛應用于化工、石油、天然氣、制藥等工業領域,起到了連接容器與外界管道系統的重要作用。

小接管一般包括各種的不同材質,其中有不銹鋼小接管、碳鋼小接管、銅小接管等。小接管的特點是直徑較小,管壁較薄,結構變化大,幾何形狀不連續,介質在此不流動形成一段盲端,在制造和使用過程中較縱、環向對接焊縫更容易產生未焊透、裂紋等缺陷,是設備安全管理中的重點和難點。小接管一旦泄漏,搶修難度大,安全風險高,甚者引發人員傷亡或財產損失。如何及早發現小接管的泄漏風險和隱患,特別是高點高處等不可達部位或保溫絕熱層下小接管的腐蝕減薄和小微泄漏,保證壓力容器和管道本體的安全運行,是當前急需解決的問題。
小接管部位多采用人工手動焊接,焊接質量受到焊接人員的技術水平影響較大,角焊縫的內部質量探傷方法較少,目前國內也缺乏相應的安裝過程監督檢驗法規及標準,容易出現焊接缺陷,小接管在長期運行過程中,尤其是在異常振動和高低溫交變等載荷長期作用下,容易擴展成貫穿性裂紋或砂眼,最終導致泄漏,存在一定的安全事故隱患。

目前,小接管焊縫采用的檢測方法主要是射線檢測和內窺鏡檢測,檢測手段具有很大的局限性。射線檢測技術使用電離輻射,這對操作人員和環境都有一定的危害。因此,在進行射線檢測時需要采取適當的防護措施來減少對操作人員的影響,并確保周圍的環境安全;而且受到小接管周圍結構形狀的限制,使用射線技術進行檢測會耗時費力,檢測效率低,檢測成本高。內窺鏡檢測技術可用于小接管內部缺陷探測檢查,但內窺鏡檢測技術有很大的局限性,無法對在役壓力管道的小接管進行檢測,需要停機檢查,而且不可達部位的小接管管座角焊縫容易產生漏檢。
交流電磁場檢測(簡稱ACFM)技術是一種新型的無損檢測技術,因其非接觸、高靈敏度和可適應復雜結構等技術優勢,逐漸成為工業無損檢測的重要方法之一。
ACFM的技術原理:
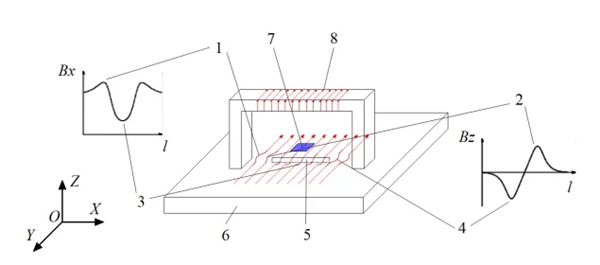
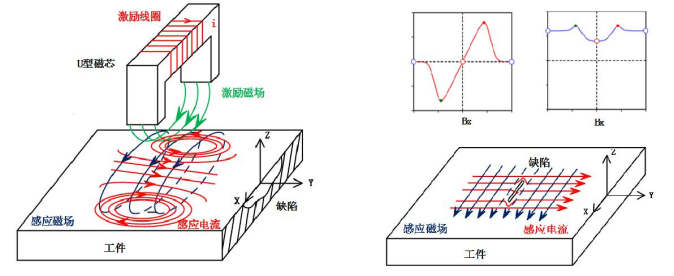
交流電磁場檢測(簡稱ACFM)技術,其工作原理是激勵線圈在工件中感應出均勻的交變電流,感應電流在裂紋、腐蝕等缺陷位置產生擾動,基于電場擾動引起空間磁場畸變原理,利用檢測傳感器捕獲空間磁場畸變信號,從而實現缺陷的檢測與評估。
ACFM的技術優勢:
1.在小接管檢測中,ACFM檢測無需打磨、去除涂層等處理,可直接穿透涂層(如防銹漆、防腐層、保溫層等),最大提離距離可達10mm,適用于高溫(最大可達350℃)在線檢測;
2.ACFM檢測無需耦合劑、磁懸液等耗材,節約成本,對環境無污染,并且檢測結果可以圖像形式進行保存,便于記錄和溯源;
3.能夠對數據信號進行實時判定,檢測效率高,方便快捷,采用電磁感應原理,無需擔心輻射防護問題。
檢驗方法:
利用交流電磁場檢測技術,可以對小接管管座上的缺陷進行檢測,檢測設備采用國產LKACFM-X1型交流電磁場檢測儀,檢測探頭為專用筆式探頭,由雷莫線與儀器相連,ACFM檢測儀如圖2所示。

圖2 交流電磁場檢測儀
我們根據實際檢測對象的材質,制作了420*180mm規格的碳鋼材質小接管管座試塊,試塊上角焊縫位置處分別有長度*深度為10mm*3mm、5mm*2mm的人工刻槽作為模擬缺陷,如下圖3所示。采用X1-LP-10型筆式探頭,首先在功能測試試塊上對交流電磁場檢測系統的綜合性能進行核查,得到典型缺陷的特征信號,如圖4所示。然后再對小接管管座試塊進行缺陷掃查,得到以下缺陷掃查圖像,檢測圖像如圖5、圖6所示。

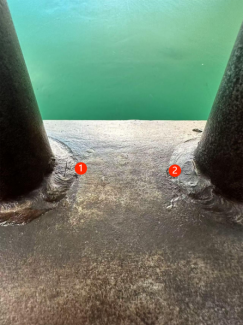
圖3 小接管試塊
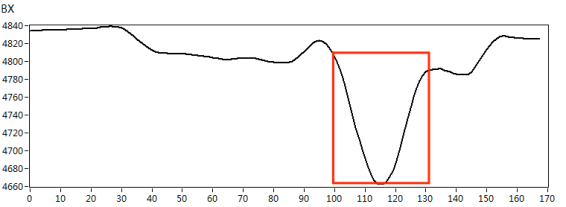
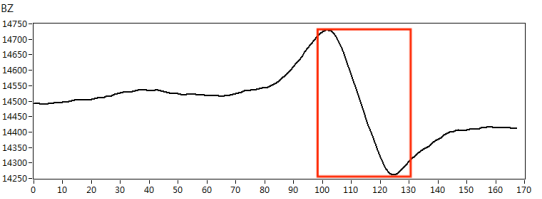
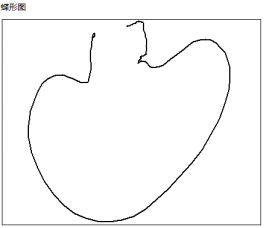
圖4 功能測試試塊典型缺陷圖像
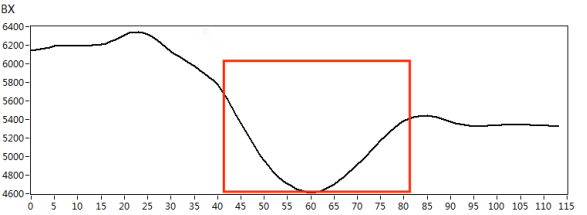
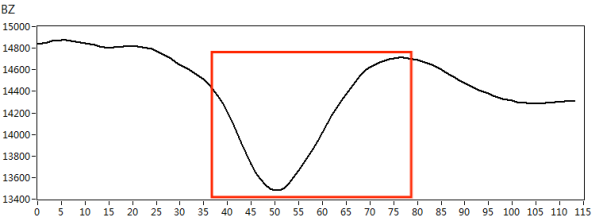
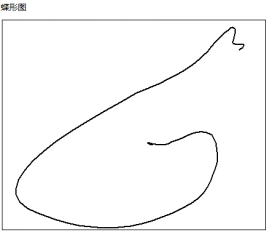
圖5 10mm*3mm缺陷檢測圖像
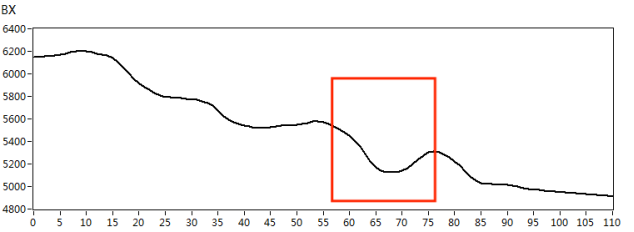
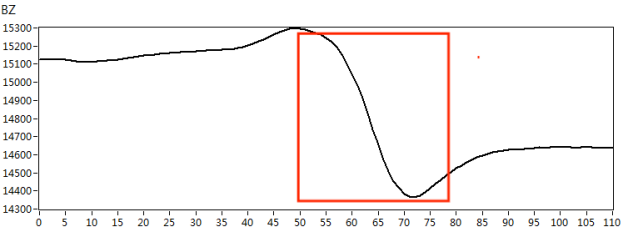
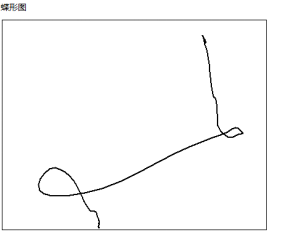
圖6 5mm*2mm缺陷檢測圖像
檢測結果:
由上述檢測結果我們可以得到以下結論:
(1)對不同尺寸大小的人工刻槽缺陷進行掃查,通過Bx、Bz以及蝶形圖等特征信號對圖像信息進行判定,交流電磁場檢測儀具備5mm×2 mm缺陷的檢測能力;
(2)交流電磁場檢測(ACFM)技術可用于特種設備行業小接管管座角焊縫表面、近表面缺陷的檢測,具有較高的檢測靈敏度和較快的檢測速度,可針對不同管徑大小的管座角焊縫進行缺陷檢測。