無需除漆打磨!ACFM技術如何革新工業無損檢測?
在追求高效與精準的工業檢測領域,一項被稱為ACFM的技術正悄然改變著傳統作業模式,為眾多行業帶來前所未有的便捷與可靠。
傳統的工業檢測中,除漆和打磨往往是不可或缺的前處理步驟,這一過程不僅耗時耗力,還會對設備造成一定的損傷。有沒有一種技術能夠在不除漆、不打磨的情況下,精準檢測出金屬表面的缺陷呢?
這就是我們今天要介紹的交流電磁場檢測技術——ACFM技術,一項正在蓬勃發展的工業無損檢測新技術。

01什么是ACFM技術?
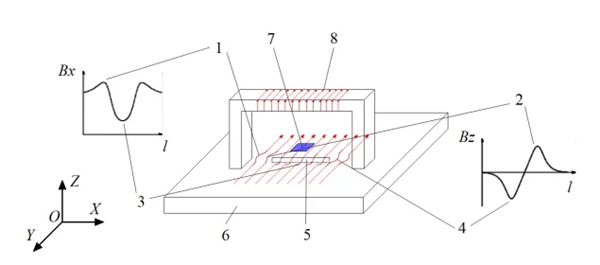
ACFM技術基于電磁感應原理,其核心思想是在被測導體表面施加均勻的交流電流(通常頻率在1-10kHz),電流在遇到缺陷(如裂紋)時會發生畸變,從而在缺陷周圍產生可測量的磁場擾動,如圖1所示。正常裂紋信號如圖2所示。
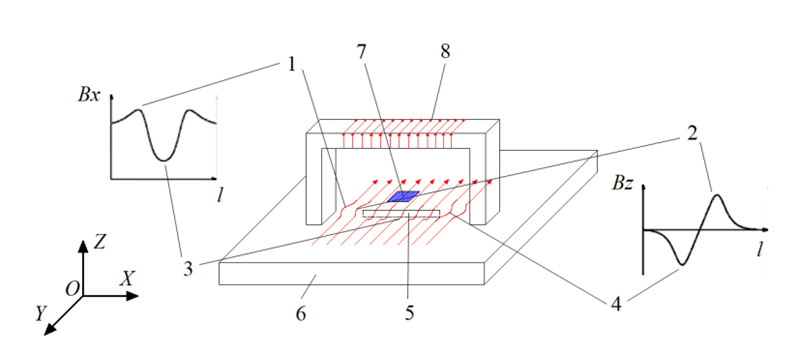
1-電流在裂紋兩端聚集時,Bx出現凸起;2-電流在裂紋尖端順時針旋轉時,Bz出現波峰;3-電流從裂紋底部終過時,Bx出現波谷;4-電流在裂紋尖端逆時針旋轉時,Bz出現波谷;5-缺陷;6-待檢工件;7-傳感器;8-激勵線圈。
圖1 ACFM檢測原理示意圖
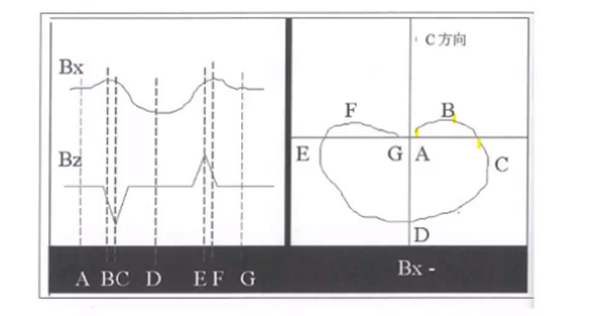
圖2 ACFM正常裂紋信號
02 ACFM的技術優勢
ACFM技術之所以能在工業檢測領域快速推廣,主要得益于其以下幾方面的突出優勢:
(1)無需表面處理:這是ACFM技術最引人注目的特點。它能夠穿透數毫米厚的非導電涂層進行檢測,省去了繁瑣的除漆、打磨工序,極大縮短了檢測時間,降低了檢測成本。以儲罐檢測為例,傳統方法需要先搭建腳手架,再對檢測區域進行徹底打磨,僅準備工作就需數天時間。而使用ACFM技術,檢測人員可以直接在涂層上進行檢測,檢測效率提高3倍以上。
(2)精確量化缺陷:與傳統檢測方法僅能提供定性結果不同,ACFM技術能夠精確測量缺陷的長度和深度,為結構完整性評估提供可靠的數據支持。實際應用表明,ACFM技術對表面裂紋的長度測量誤差可控制在±1mm,深度測量誤差不超過20%。
(3)廣泛的材料適應性:ACFM技術對鐵磁性和非鐵磁性材料均適用,無論是普通的碳鋼、不銹鋼,還是各種合金材料,都能獲得良好的檢測效果。這種廣泛的材料適應性使ACFM技術能夠滿足不同行業的多樣化需求。
(4)檢測結果客觀可靠:ACFM技術通過儀器設備記錄和保存檢測數據,排除了人為因素對檢測結果的干擾。所有的檢測數據都可以存儲、回放和追溯,為設備的狀態監測和壽命預測提供了有力支持。
03 ACFM信號分析
(1)材料對ACFM信號的影響
ACFM檢測系統可以檢測所有導電材料,對于ACFM檢測系統來說,材料的磁導率和電導率對ACFM信號的影響較大。因此,通常可將材料分為三類:一是電導率高,磁導率低的材料,如:鋁;二是電導率低,磁導率高的材料,如:碳鋼;三是電導率和磁導率都較低的材料,如:不銹鋼。因為ACFM的檢測信號為感應電流誘發的二次感應磁場,因此電導率對于ACFM信號的影響較大,磁導率次之。所以針對以上三種材料,ACFM檢測系統的檢測能力一般為鋁>碳鋼>不銹鋼。
(2)提離對ACFM信號的影響
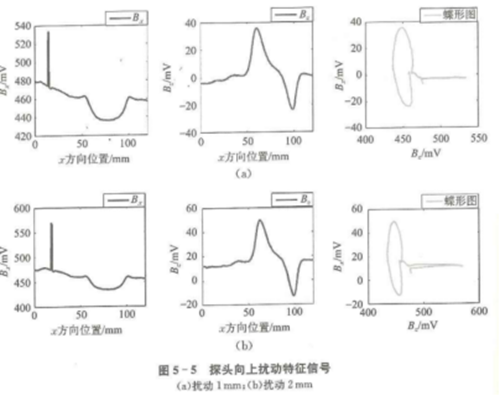
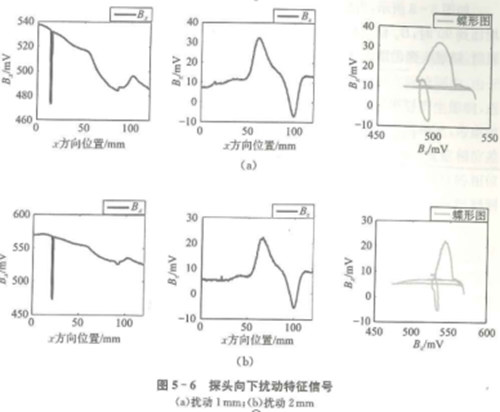
提離擾動本質上是探頭與試塊表面相對距離的變化,從圖5-5與圖5-6中可以看出以下規律:
①提離擾動對于Bx信號的影響較大,而對于Bz信號影響較小。
②當提離擾動方向相反時,Bx信號的變化方向也相反;且提離擾動的高度越大,Bx干擾信號的變化越大。
③探頭向上提離擾動時,蝶形圖向右產生明顯水平波動;向下擾動時,蝶形圖向左產生明顯水平波動。
(3)裂紋走向對ACFM信號的影響
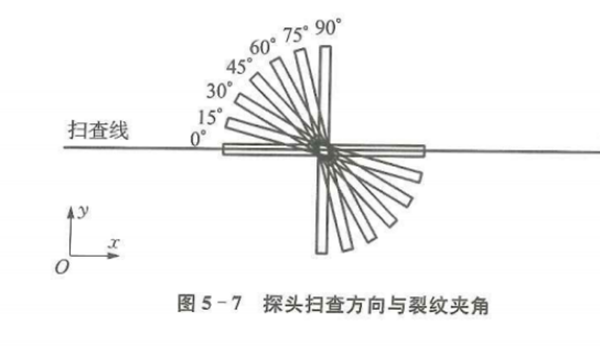
ACFM原理中,當裂紋的走向與探頭的掃查方向平行時,ACFM檢測系統的檢測靈敏度最高,但在實際檢測中,裂紋的走向未知。因此,對于不同走向的裂紋,ACFM的信號應具有不同的響應,如圖5-7所示。
如圖5-8所示,當檢測試件為鋼材料時,掃查方向與裂縫方向的夾角從0°增加到90°時,Bx信號最大值的整體趨勢為逐漸增大。然而,當檢測試件為鋁材料時,Bx隨著夾角的增大,所有的信號都是減小的
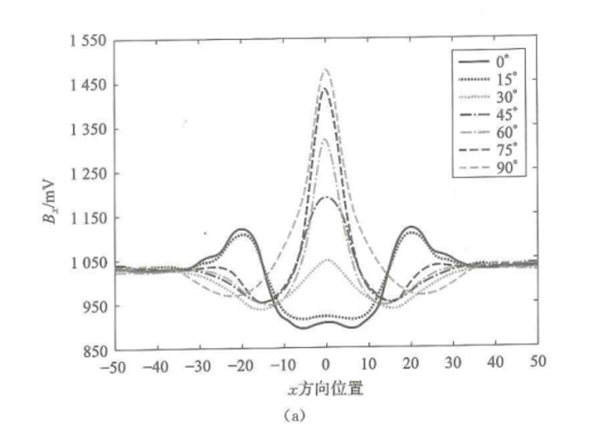
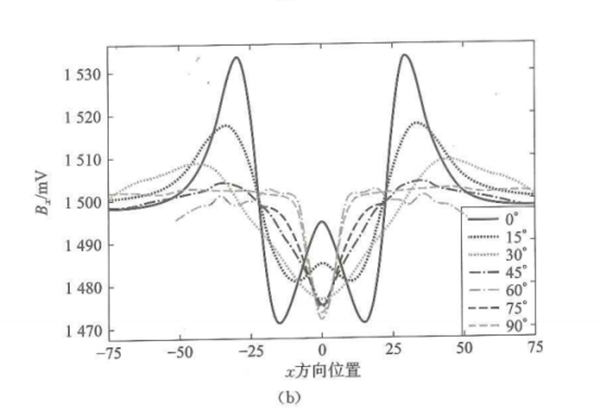
圖5-8 Bx響應信號(a)鋼;(b)鋁